



















Beiheng OEM Factory Directly Automatic Conveying Line Innovation Customized Motorised Roller Conveyor Heavy Duty China Machine Conveyor
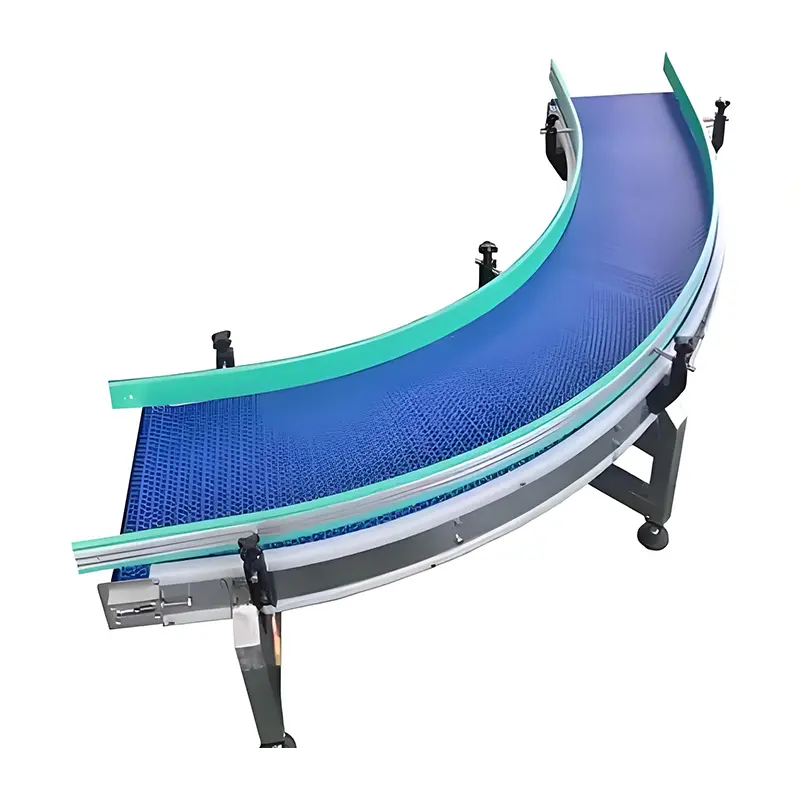
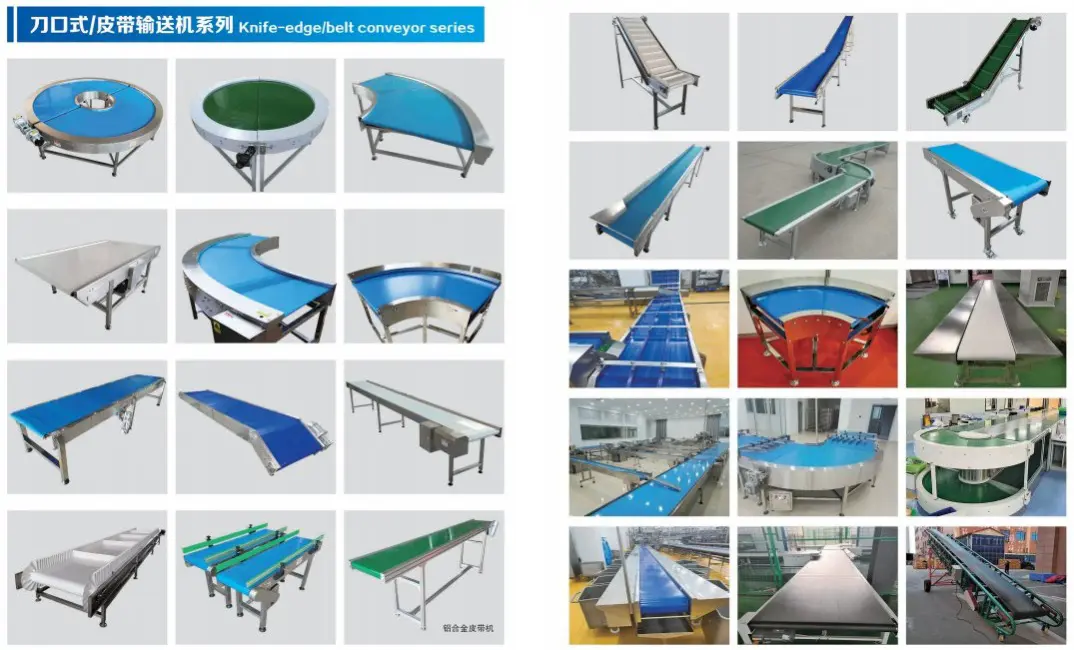
Belt Conveyor
Working principle: Convey materials by means of a circular belt driven by a drive drum.
Features: suitable for horizontal or inclined transport; long transport distance and large transport capacity; can be used for bulk materials and piece goods.
Applications: mining, port, logistics, food processing, etc.
Img
-

Belt Conveyor
-

Belt Conveyor 2
Chain Conveyor
Principle of operation: materials are conveyed by means of chain carriers (such as pallets and slats).
Features: High load capacity, suitable for heavy materials; high temperature and corrosion resistance.
Applications: automobile industry, metallurgy, chemical industry, etc. 3.
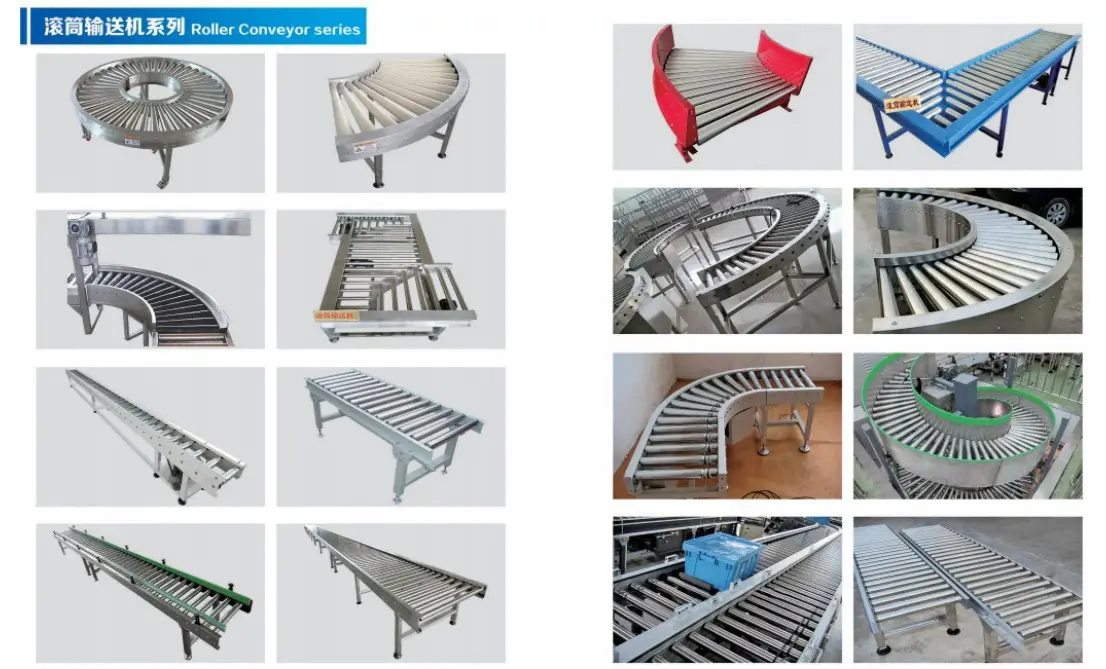
Roller Conveyor
Working principle: Push the material to move by the rotation of the roller.
Features: simple structure, easy to maintain; suitable for transporting piece goods; can be divided into power roller and non-power roller.
Applications: warehousing, packaging, express sorting, etc.
-

Roller Conveyor
-

Roller Conveyor 2
Screw Conveyor
Working principle: through the rotation of the spiral blade to convey the material along the axial movement.
Features: suitable for powdery and granular materials; can be sealed for transportation to prevent contamination; suitable for short-distance conveying.
Applications: grain processing, chemical industry, sewage treatment, etc.
Bucket Elevator
Working principle: Vertical lifting of material through the bucket attached to the belt or chain.
Characteristics: Suitable for vertical or steep inclined conveying; small footprint, high conveying efficiency.
Applications: Vertical conveying in grain, cement, fertiliser and other industries.
-

Bucket Elevator
-

Bucket Elevator 2
Pneumatic Conveyor
Working principle: Convey powdery or granular materials in the pipeline by air flow.
Features: Suitable for long-distance and airtight conveying; can prevent materials from moisture or pollution.
Applications: chemical, food, pharmaceutical, etc.
Vibrating Conveyor
Working principle: Vibrate the material to move forward in the trough.
Features: Suitable for light and brittle materials; can achieve conveying and screening at the same time.
Applications: Food, medicine, metallurgy, etc.
-

Vibrating Conveyor
-

Vibrating Conveyor 2
Apron Conveyor
Working principle: Materials are carried by the metal plate fixed on the chain.
Features: Strong carrying capacity, suitable for heavy materials; high temperature and wear resistance.
Applications: metallurgy, mining, construction materials and so on.
Suspension Conveyor
Working principle: materials are suspended on the track and moved by chain or wire rope traction.
Features: Saves floor space; suitable for long-distance conveying.
Applications: Automobile painting, home appliance manufacturing, warehousing, etc.
-

Suspension Conveyor
-

Suspension Conveyor 2
Magnetic Conveyor
Working principle: Uses magnetic force to attract and transport metal materials.
Features: Suitable for metal powder, chips, etc.; non-contact conveying.
Applications: metal processing, recycling industry, etc.
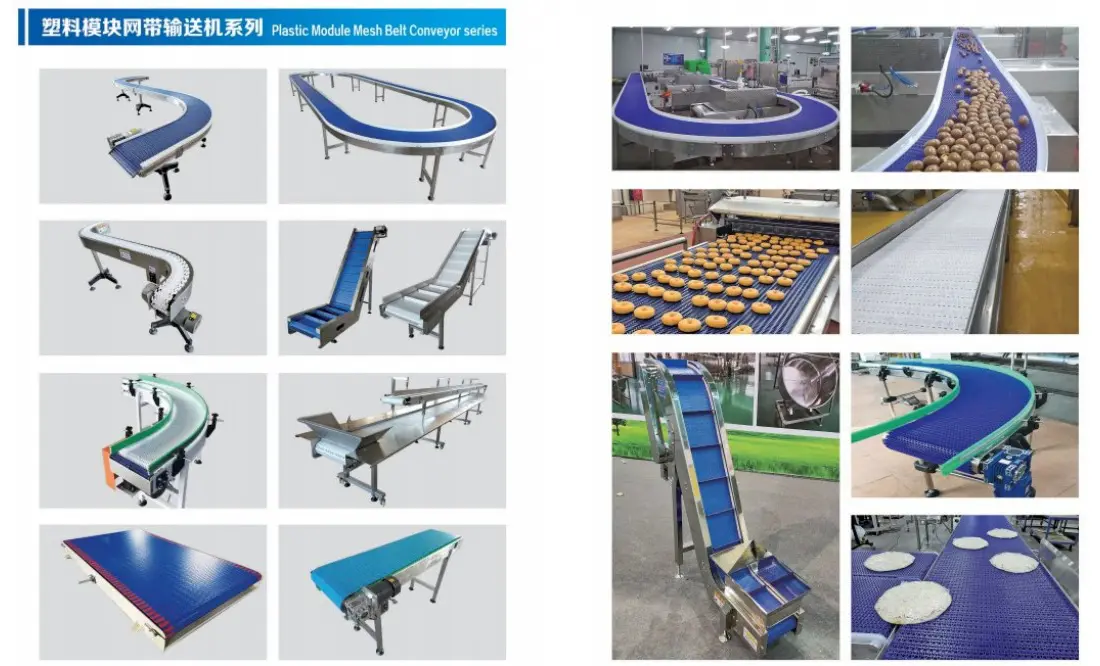
Mesh Belt Conveyor
Operating principle: Convey materials through a metal or plastic mesh belt.
Characteristics: Good air permeability, suitable for cleaning, drying and other processes; high temperature and corrosion resistance.
Applications: Food drying, cleaning, heat treatment, etc.
-
Mesh Belt Conveyor
-

Mesh Belt Conveyor 2
Chute Conveyor
Working principle: Uses the material's own weight to slide down the inclined surface.
Features: Simple structure, no power required, suitable for short distance conveying.
Applications: packaging line, storage, etc.
Sandwich Belt Conveyor
Function: Convey materials by clamping the upper and lower two belts.
Features: Suitable for large inclination angle or vertical conveying; can prevent the material from scattering.
Applications: Mining, construction materials, etc.
-
Sandwich Belt Conveyor
-
Sandwich Belt Conveyor 2
Flexible Conveyor
Principle of operation: Material is transported by a flexible belt or chain.
Features: Flexible adjustment of conveying direction; suitable for scenes with limited space.
Applications: Packaging, food, electronics, etc.
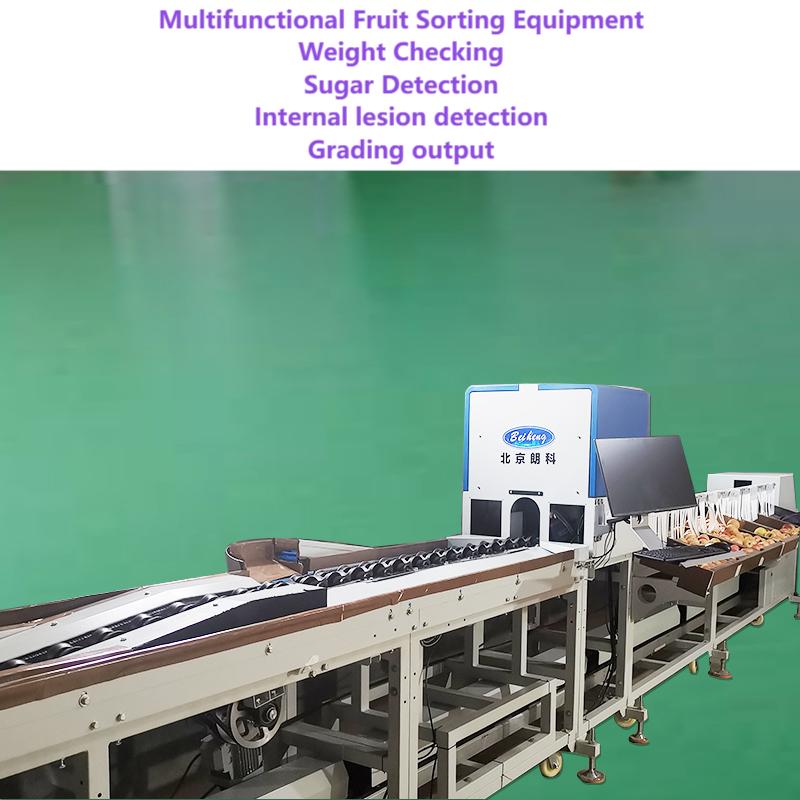
15.Automatic Conveyor System
Working principle: Combine various types of conveyors and realise automated transport by control system.
Features: high efficiency, precision, programmable; suitable for complex production lines.
Applications: intelligent manufacturing, logistics sorting, warehousing, etc.